
Mashman

Das Fundament
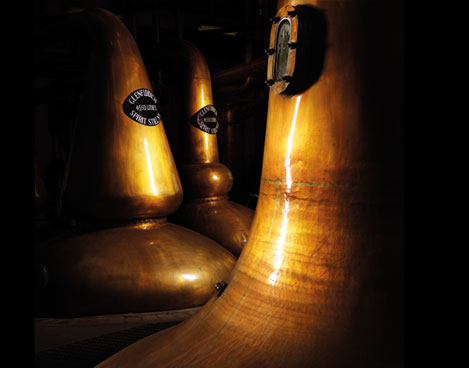
Es hat genauso vor über 125 Jahren begonnen. Mit scharfem Blick betrachtet er den Maischbottich. Die speziell für Glenfiddich angebaute Gerste wird gemahlen und in diesem Behältnis mit unserem eigenen Robbie-Dhu-Quellwasser vermischt und dann auf 64 °C erhitzt. Die breiartige Maische entwickelt Zucker und lässt eine süße Flüssigkeit, genannt Würze, entstehen. Die Würze wird abgelassen, gekühlt und in sogenannte „Wash Backs“ umgefüllt, wo Hefe hinzugefügt wird und die Fermentation beginnen kann. Der Mashman kontrolliert mehrmals Temperatur, Alkoholgrad sowie den Zuckergehalt in jedem einzelnen Wash Back und hält die Ergebnisse genauestens auf einer Tafel fest - so wie es seine Vorgänger auch schon immer gemacht haben.
MAISCHEN & FERMENTIEREN
-
1Speziell für Glenfiddich angebaute Gerste wird zu grobem Mehl gemahlen und mit dem erhitzten Robbie-Dhu-Quellwasser vermengt.
-
2Der dickflüssige braune Brei wird Maische genannt und in gigantische Maischbottiche gefüllt.
-
3Rotierende Messer bewegen die Masse und unterstützen den Extraktionsprozess, bei welchem Stärke in Zucker umgewandelt wird.
-
4Das Quellwasser absorbiert den entstandenen Zucker und nach ungefähr sechs Stunden entsteht eine dunkle sirupartige Flüssigkeit, die Würze.
-
5Die Würze wird entnommen und auf 17 °C abgekühlt.
-
6Nach dem Abkühlen wird die Würze in riesige Gärgefäße aus Holz gefüllt – handgefertigte Wash Backs aus Douglasienholz.
-
7Nun wird Hefe hinzugefügt und die Temperatur steigt automatisch, da der natürliche Fermentationsprozess beginnt. Die Hefe baut Zucker zu Alkohol um und an diesem Punkt entsteht bereits auch der für Glenfiddich typische Duft und Geschmack nach reifen Birnen.
-
8Nach zwei bis drei Tagen senkt sich die Temperatur wieder und aus dem Würze-Hefe-Gemisch ist die sogenannte ‚Wash‘ entstanden. Eine dunkelbraune, bereits leicht alkoholische Flüssigkeit mit bis zu 9 % Vol. – perfekt vorbereitet für den nächsten Arbeitsschritt, die Destillation.

George Garrick
STILLMAN

DAS HERZ DES DESTILLATS
Die „Wash“ wird erhitzt und in kupfernen Wash Stills für die erste Destillation kondensiert und kommt anschließend für eine zweite Destillation in Spirit Stills. Dieser Prozess wird von unserem Stillman mit einem Hydrometer überwacht, um den idealen Zeitpunkt für den „high cut point“ anhand der Alkoholwerte zu bestimmen. Dann erst wird der Hebel umgelegt, und das Herz des Destillats fließt in den Spirit Safe. Dieser bestimmte Moment wurde schon vor 125 Jahren von unserem Gründer William Grant genau festgelegt und ist bis heute gültig. Hier fließt das Beste, auch „Herz des noch jungen Destillats“ genannt, in den Spirit Safe. Der wertvolle Mittellauf hat einen Alkoholgrad von 70 % Vol. und ist sauber, süß und voller Fruchtaromen. Als Nächstes folgt die Reifung.
Kupferschmied
KUPFERKÜNSTLER
Unsere Brennblasen sind noch heute in exakt derselben Form und Größe, wie sie bereits vor 125 Jahren zu Gründerzeiten verwendet wurden. Kupfer ist ein weiches und formbares Material, das von Experten gepflegt werden sollte. Seit 1957 haben wir unseren eigenen Kupferschmied, der sich um die 31 Brennblasen kümmert, die mit ihrer einzigartigen Form zum Wahrzeichen unserer Destillerie geworden sind. Nur wenige Whisky-Hersteller leisten sich heutzutage noch eine hauseigene Kupferschmiede.
DESTILLATION
-
1Nach der Fermentation wird die Wash in die sogenannten Wash Stills umgefüllt.
-
2Hier wird sie langsam und bis kurz vor den Siedepunkt erhitzt, damit sich der Alkohol aus der Flüssigkeit lösen kann.
-
3Der Alkoholdampf wird bei diesem Prozess durch einen wassergekühlten Kondensator geleitet und besitzt einen Alkoholgehalt von ungefähr 21 % Vol. Dieses erste Destillat wird als die „Low Wines“ bezeichnet.
-
4Die Low Wines werden in der Spirit Still erneut erhitzt und nochmals kondensiert. Um den besonderen Glenfiddich-Charakter zu bekommen, haben wir zwei Spirit Stills von unterschiedlicher Form und Größe gleichzeitig im Einsatz. Aus ihnen vermählen sich im Anschluss die Destillate zu einer geschmackvollen Einheit.
-
5An einem genau festgelegten Punkt der Destillation wird der „Cut“ durchgeführt. Das klare, leichte und fruchtbetonte Herz der Destillation wird aufgefangen und in den Spirit Safe gefüllt, wo es auf die nächste Herausforderung wartet – den langwierigen Reifeprozess.
-
6Das Destillat, das in Klarheit und Qualität nicht einem Middle Cut entspricht, auch „Feints“ genannt, wird zurückgeführt und erneut destilliert.

Ian McDonald
CHEFKÜFER DER DESTILLERIE

HOLZARBEITER
Rund 65 Prozent des Geschmacks unserer Whiskys beruhen auf dem Einfluss der Eichenfässer während der meist jahrzehntelangen Reifephase. Die Arbeit mit ihnen ist eine entsprechend große Verantwortung. Unser Chefküfer baut die Fässer, repariert und flämmt sie. Hierfür verwendet er ein über Jahrhunderte überliefertes Wissen und traditionelles Werkzeug. Unsere Fassherstellung gehört zu den letzten destillerie-eigenen Küfereien Schottlands. Hier arbeiten einige der erfahrensten Küfer des Landes und kümmern sich um mehr als 126 Fässer pro Tag.
Mike Dawson
WAREHOUSEMAN

Die Kontrollinstanz
Unsere Warehouses sind gefüllt mit Kostbarkeiten – unzählige Fässer voller junger und alter Single Malt Whiskys werden von einem Team erfahrener Warehousemen bewacht. Sie prüfen die Dichte des Holzes, entnehmen regelmäßig Proben für den Malt Master und wachen über die Whiskys. Gibt es ein Problem mit den Fässern, wird umgehend die hauseigene Küferei zurate gezogen. Sie berichtet dem Malt Master über den Reifefortschritt der Single Malts.
REIFUNG
-
1Handverlesene Fässer aus bester amerikanischer Eiche und ehemalige Oloroso-Fässer aus Spanien.
-
2Die Fässer sind durchdrungen von den Aromen der Produkte, die vorher in ihnen reifen durften. In den amerikanischen Fässern lagerte feinster Bourbon und in den Fässern aus europäischer Eiche reifte eleganter Sherry.
-
3Die Innenseite der Fässer wird geflämmt, um den im Holz befindlichen Zucker zu karamellisieren und um ein Maximum an Geschmack an unsere Single Malts abzugeben.
-
4Wasser unserer Robbie-Dhu-Quelle wird dem noch jungen Destillat zugefügt, um einen Alkoholgrad von 63,5 % bei der Abfüllung in die Fässer zu erhalten.
-
5Die Fässer lagern nun für viele Jahre im Halbdunkel unserer Warehouses, wo sie einem einzigartigen Mikroklima ausgesetzt sind und die frische Luft der Highlands atmen. Nur hier entwickelt sich der typische Glenfiddich-Charakter.
-
6In sicherer Obhut unserer Warehousemen warten unsere Fässer geduldig auf ihren grossen Moment – die Abfüllung in Flaschen.

Brian Kinsman
MALT MASTER

SCHARFSINNIG
Außergewöhnliche Begabung, großer Ehrgeiz und eine überwältigende Leidenschaft für Glenfiddich, all das macht unseren Malt Master aus. Sobald ein Whisky reif genug ist, wird er in spezielle Eichenfässer, in die sogenannten „marrying tuns“, zur Vermählung umgefüllt. Hier finden einzelne Komponenten zueinander und verschmelzen zu einer Harmonie, bis unser Malt Master beschließt, den Fassinhalt in Flaschen abzufüllen.
VERMÄHLUNG UND ABFÜLLUNG
-
1Sobald die einzelnen Whiskys den richtigen Reifegrad erreicht haben, werden sie in grosse Holzfässer, sogenannte „Marrying Tuns”, aus portugiesischer Eiche umgefüllt.
-
2Hier treffen Whiskys gleichen oder unterschiedlichen Alters aufeinander. Sie haben bis zu neun Monate Zeit, sich zu einer harmonischen Einheit zu verbinden.
-
3Manch ein Single Malt bekommt eine ganz besondere Note durch die zusätzliche Lagerung für ein paar Monate in neuen Eichenfässern. Spannend ist auch der Einsatz von Solchen, in denen vorher anderer Alkohol reifte. Auf diese Weise entstehen völlig neue Aromen und intensive Geschmacksnuancen.
-
4Erneut kommt Robbie-Dhu-Quellwasser zum Einsatz, um den fertigen Single Malt auf den gewünschten Alkoholgrad zu bringen. Nun haben wir einen perfekten Single Malt, der zur Abfüllung bereit ist.